Контроль качества сварки необходим вне зависимости от того, используется дешевый сварочный аппарат или оборудование премиального уровня. Ультразвуковая диагностика сварочных швов получила значительное распространение ввиду неразрушающего характера своего воздействия на металл. Со времени первых экспериментов по такой диагностике прошло почти 80 лет – за это время методика существенно улучшилась, а диагностические установки стали намного точнее. Если не вдаваться в теоретические основы исследования ультразвуком, то главные постулаты таковы:
- Чем меньше длина базовой волны, тем меньший размер дефектов она сможет «засечь в толще металла;
- Точность метода слабо зависит от глубины расположения дефектных зон, так как ультразвук слабо затухает на расстояниях, актуальных для сварки;
- Сама диагностика основана на отражении и преломлении волнового фронта на границе материалов с различной звуковой проницаемостью;
- Конструктивно измерительные установки состоят из генераторных систем и пьезоэлектрических пластин. Последние используются как для излучения базовых волн, так и для приема отраженных колебаний, их дальнейшей трансляции на усилительные и индикаторные приборы. Возможны и другие конструкции измерительного оборудования на основе ультразвука.
- По принципу выявления глубинных дефектов ультразвуковые установки делятся на два больших класса – теневые и импульсные.
Теневые дефектоскопы на основе ультразвуковой методики
Используют принцип затухания волн в толще дефектного образования, подразумевают двусторонний доступ к исследуемой детали. По простоте и надежности конструкции сравнимы с экономичным и качественным оборудованием – таким, как сварочный аппарат Brima или Фубаг. Однако для таких установок необходим доступ к исследуемым деталям с обеих сторон – что технологически возможно далеко не всегда. Кроме того, для точной пространственной локализации дефектного образования потребуется «просвечивать» изделие несколько раз, снимать с наваренных швов усиление и т.д.
Импульсные дефектоскопы на основе ультразвуковой методики
Основаны на измерении отраженной звуковой волны от раздела границы двух сред «металл-газ», «металл-шлак» и т.п. За счет достаточно простой схемы соответствия времени отражения можно точно судить о глубине залегания дефекта. Контроль предполагает односторонний доступ к исследуемым образцам, причем каких-либо подготовительных процедур для этого не требуется. В отличие от теневого ультразвукового метода, импульсная методика точна и без снятия сварочного усиления швов, проще реализуется на месте и точнее диагностирует скрытые проблемы сварки. Поэтому импульсные дефектоскопы получили наибольшее распространение при изучении стыков и швов алюминия, конструкционной и нержавеющей стали, меди и других распространенных металлов и сплавов. Они осуществляют проверку профильной деятельности самых различных сварочных аппаратов, от Brima до Esab, инверторов и выпрямителей и т.д..
Посредством ультразвука диагностируются следующие типы сварочных дефектов:
- Трещины, скрытые в толще шва, при условии их достаточных габаритов (превышающих разрешительную способность прибора);
- Шлаковые вкрапления и газовые включения;
- Лакуны и поры, невидимые при внешнем осмотре образцов.
Следует заметить, что не только продукция электродуговой сварки совместима с ультразвуковой дефектоскопией. Как приемлемый технологически и качественно точный исследовательский метод она используется при электрошлаковой сварке, при контактном сваривании, при газовой и газопламенной обработке металлов. При этом дешевый сварочный аппарат может «оставить» после себя незначительное количество дефектов, а оборудование высших ценовых категорий повлечет массовое дефектообразование. Это сигнализирует не о точности самого исследования, а о неверном подборе аппаратной базы для конкретного вида неразъемного соединения металлических деталей.
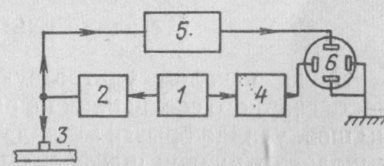
Принципиальная схема импульсных дефектоскопов
Состоит из следующих основных блоков, обозначенных цифрами:
1 – Задающий генератор, моторное «сердце» всего прибора;
2 – Генератор импульсов для подачи на деталь;
3 – Пьезоэлектрический щуп, совмещающий функции излучателя и приемника. В некоторых моделях возможно раздельное исполнение приемника и излучателя (т.н. двухщуповые схемы);
4 – Устройство для развертки импульсных колебаний и их синхронизации с отраженным сигналом;
5 – Усилитель отраженных от исследуемого изделия импульсов.
6 – Контрольно-измерительное устройство (электронно-лучевая трубка, монитор, дисплей и т.д.).
Сама деталь расположена под пьезоэлектрическим щупом 3 и на рисунке не показана.
Генератор задающих импульсов инициирует высокочастотные колебания в пьезоэлектрической накладке щупа 3. Эти колебания трансформируются в ультразвуковые волны и посылаются в толщу контролируемой детали. Посылаются серией импульсов – в промежутках снимаются показания отраженного сигнала, которые в свою очередь усиливаются и отправляются на обработку в контрольно-измерительное устройство.
При прохождении ультразвукового луча через дефектную зону происходит его рассеяние и отражение – раньше, чем волна достигнет полной глубины детали. Фиксируя отраженную часть сигнала, сопоставляя ее с работой генератора развертки, можно достаточно точно выяснить как характер дефекта, так и его габариты, и пространственное расположение внутри шва.
Технические операции подготовке к импульсной дефектоскопии включают в себя зачистку исследуемой зоны на значительную ширину, от 40 до 80 мм от кромки с обоих сторон. Хорошая гладкость поверхности – залог минимальных искажений при измерениях. Сама операция выполняется шлифовальным оборудованием в сочетании с ручной обработкой.
Для качественного акустического контакта обработанную поверхность насухо протирают и наносят тонкий слой контактной смазки (подобно обычному УЗИ-исследованию человеческого тела). Такой смазкой выступают различные сорта трансформаторных, машинных, компрессорных или гидравлических масел, в зависимости от устройства дефектоскопа, типа металла, вида шва и т.д.
Перед началом процедуры точность показаний прибора проверяется на эталонных образцах – причем «эталонными» являются образцы с определенными дефектами, а не с полной однородностью кристаллизации. Швы сканируют с обоих сторон, по зачищенным областям основного металл, плавными зигзагообразными движениями, с небольшими отклонениями щупа от продольной оси (максимум на 10°). Механизация и автоматизация ультразвуковой дефектоскопии все чаще применяется для контроля ответственной сварки, совершенствование диагностических аппаратов и методик позволяет выявлять даже отдельные дефекты небольших габаритов и большой глубины расположения.
Информация предоставлена интернет-гипермаркетом сварочного оборудования Тиберис — tiberis.ru
{kind=link}